Natančno hladno usmerjanje na najboljši način.
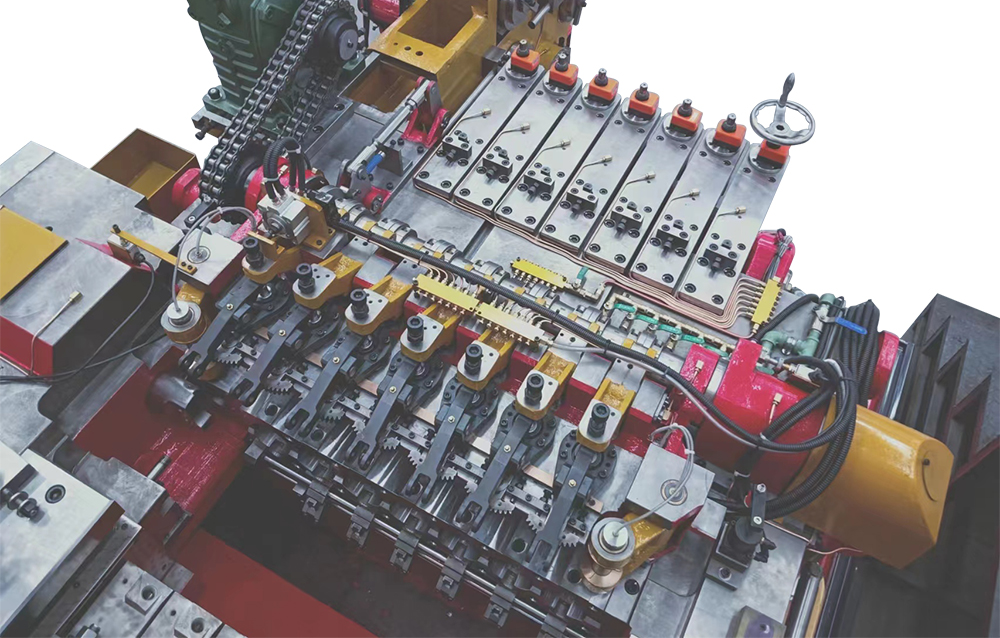
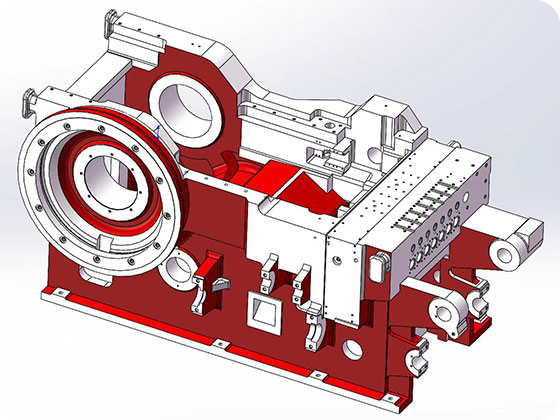
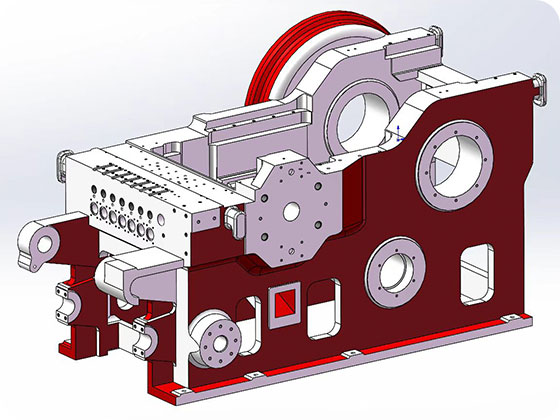
7 postaja matica deli Cold Heading Pressse uporablja predvsem za množično proizvodnjo pritrdilnih elementov, kot so matice in vijaki. Stroj za hladno obdelavo je vrsta opreme, ki se posebej uporablja za množično proizvodnjo pritrdilnih elementov, kot so matice in vijaki. S postopkom hladnega kovanja se palice ali žice kujejo v izdelke želenih oblik. Stroj za hladno glajenje s 7 postajami pomeni, da lahko hkrati obdeluje sedem postaj, kar izboljša učinkovitost proizvodnje in proizvodnjo.
Postopek hladnega oblikovanja je izvajanje pritiska na kovinsko palico skozi matrico pri sobni temperaturi, da se plastično deformira in dobi želeno obliko dela. Ta postopek je primeren za proizvodnjo delov, kot so vijaki, matice, žeblji, zakovice in jeklene kroglice. Materiali so lahko baker, aluminij, ogljikovo jeklo, legirano jeklo, nerjavno jeklo in titanove zlitine. Stroj za hladno glajenje s 7 postajami lahko z večpostajno zasnovo izvaja neprekinjeno, večpostajno in avtomatizirano proizvodnjo, kar izboljša učinkovitost proizvodnje in doslednost kakovosti izdelkov.
 |
 |
 |
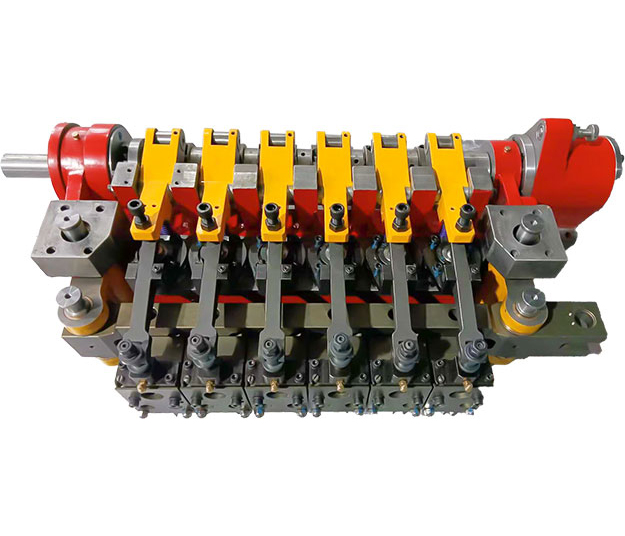
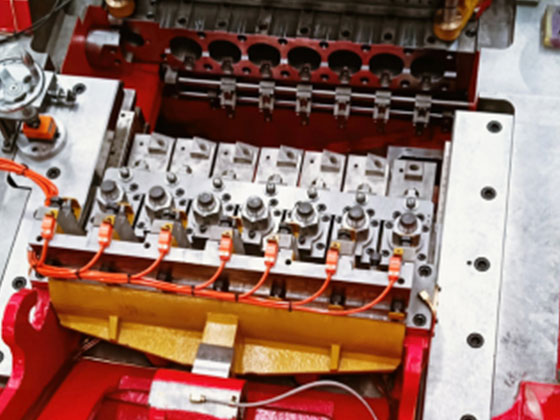
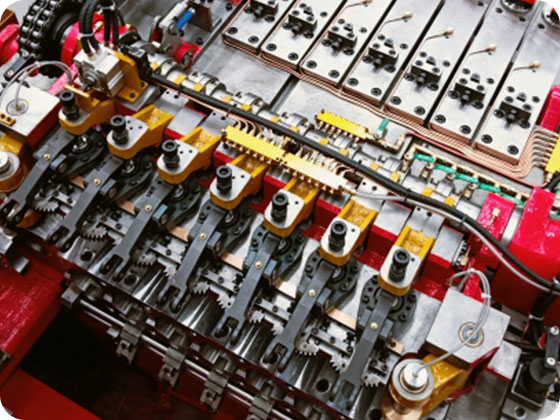
Zasnova z več postajami: To omogoča avtomatiziran proizvodni proces in izboljša učinkovitost proizvodnje.
Avtomatizirana proizvodnja: Oprema ima avtomatiziran nadzorni sistem, ki lahko izvede popolnoma avtomatizirano proizvodnjo od rezanja, razburkanja do valjanja navojev in je primerna za obsežno proizvodnjo pritrdilnih elementov, kot so vijaki in sorniki.
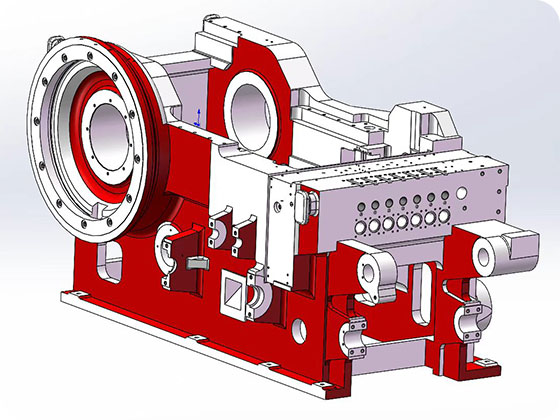
Visoka natančnost in visoka učinkovitost: V 7-stopenjskem stroju za hladno glavo so uporabljeni zelo natančni kalupi in prenosni sistemi, ki zagotavljajo visoko natančnost velikosti in oblike izdelka ter visoko učinkovitost prenosa, kar je primerno za potrebe proizvodnje v velikem obsegu.
Široka paleta aplikacij: Za proizvodnjo različnih standardnih pritrdilnih elementov, kot so vijaki, sorniki, matice itd., se široko uporablja na področju avtomobilov, motornih koles, mehanskih temeljev itd.
 |
 |
 |
| Model | Enota | XBP-87S | XBP-107S | XBP-137L | XBP-167L | XBP-207L |
| Postaja za kovanje | NE. | 7 | 7 | 7 | 7 | 7 |
| Sila kovanja | Kg | 90,000 | 110,000 | 140,000 | 230,000 | 390,000 |
| Glavni motor | KW | 22 | 30 | 45 | 75 | 90 |
| Dolžina stebla praznega dela | mm | 15-80 | 15-110 | 20-160 | 25-160 | 25-200 |
| Maks. diagonala odreza | mm | Φ13 | Φ16 | Φ21 | Φ26 | Φ30 |
| Največja dolžina odreza | mm | 100 | 135 | 0190 | 0190 | 0240 |
| Razpon hitrosti | kosov/min | 75-140 | 70-130 | 60-90 | 55-90 | 40-70 |
| Dia odrezane plošče | mm | Φ42*60L | Φ52*75L | Φ58*80L | Φ74*105L | Φ94*130L |
| Prebojnik die.dia | mm | Φ45*115L | Φ53*115L | Φ60*130L | Φ75*185L | Φ90*215L |
| Glavna matrica.dia | mm | Φ60*120L | Φ75*135L | Φ94*190L | Φ108*200L | Φ125*240L |
| Glavni poteg drsnika | mm | 150 | 190 | 270 | 280 | 345 |
| P.K.O.Stroke | mm | 26 | 26 | 30 | 35 | 46 |
| K.O.Stroke | mm | 85 | 110 | 160 | 165 | 220 |
| Razmik med matricami | mm | 80 | 94 | 110 | 129 | 140 |
| Veljavni vijak dia | mm | 5-8 | 6-10 | 8-13 | 10-16 | 12-20 |
| Približna teža | Ton | 22 | 28 | 42 | 62 | 95 |
| Največji premer kovanja na glavi | mm | Φ18 | Φ22 | Φ25 | Φ32 | Φ44 |
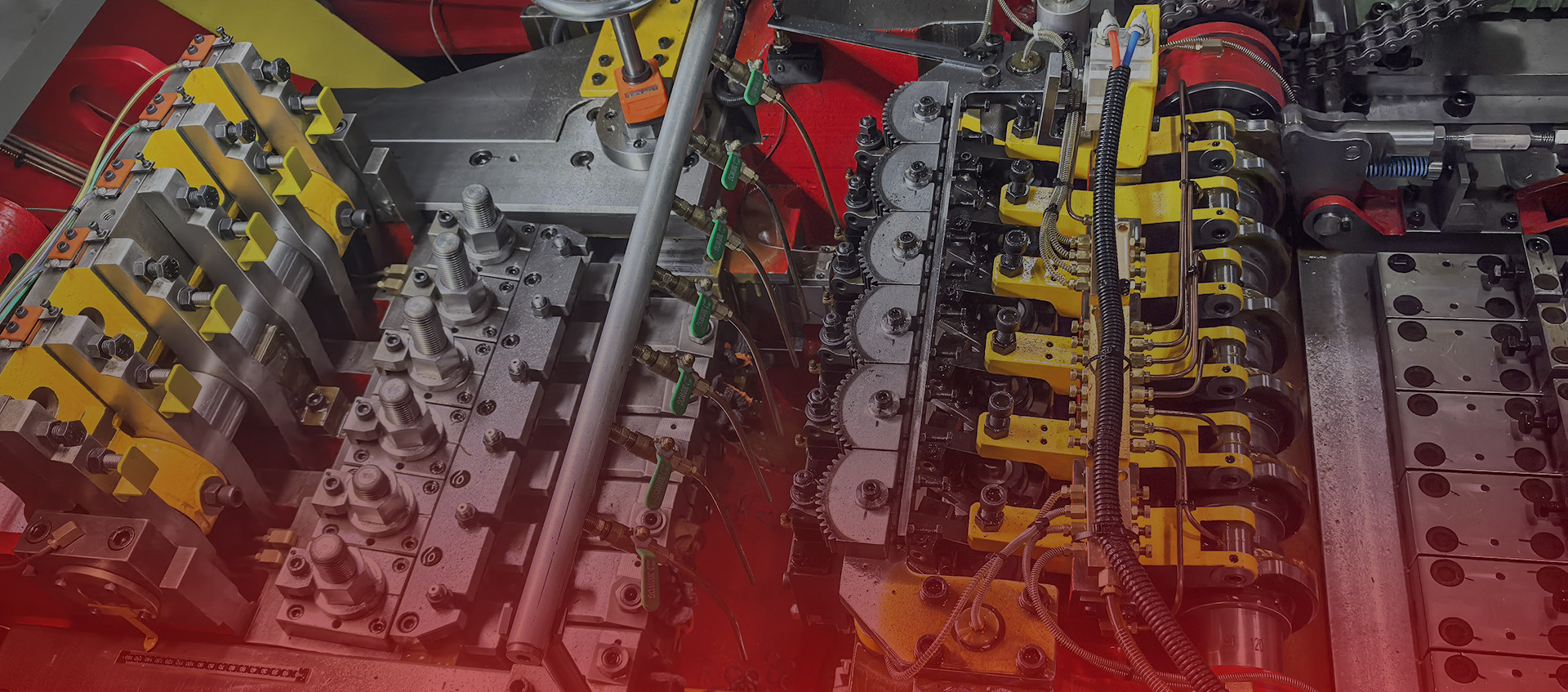
Stroj za hladno obdelavo je naprava, ki uporablja plastično deformacijo kovine pod vplivom zunanje sile za prerazporeditev prostornine kovine skozi matrico za oblikovanje zahtevanih delov ali polizdelkov. Postopek hladne glave je primeren za proizvodnjo standardnih pritrdilnih elementov, kot so vijaki, sorniki, matice, zakovice, zatiči itd.
Stroji za hladno obdelavo se pogosto uporabljajo v proizvodnji različnih pritrdilnih elementov, zlasti v obsežni proizvodnji. Zaradi visoke učinkovitosti in natančnosti se pogosto uporabljajo na področju avtomobilske industrije, proizvodnje motornih koles in osnovnih strojev.
 |
 |